





පොලිමර් පෙරීම සඳහා ලෝහ කුඩු
පොලිමර් පෙරීමේ මාධ්ය සඳහා ලෝහ කුඩු සංවර්ධනය කිරීමේ ඉතිහාසය
POY FDY නූල් වැනි PET PA සූතිකා තන්තු වල ගුණාත්මක භාවය වැඩි දියුණු කිරීම සඳහා දුනු සිදුරෙහි ගැටීම වැලැක්වීම සඳහා දියවන අපිරිසිදුකම සහ ජෙල් අංශු ඉවත් කිරීමට රසායනික තන්තු කැරකීමට පෙර උණු කළ PET PA PP ඉහළ පොලිමර් පෙරීම අවශ්ය වේ. ;දියවන බහු අවයවකය ස්පින් පැක් තිර ස්තරය හරහා ගලා යන විට, ප්රතිරෝධය ජනනය වන අතර එමඟින් දියවන ඝර්ෂණය තාපය ජනනය කරයි, උෂ්ණත්වය ඉහළ යයි, සහ දියවේ භූ විද්යාත්මක ගුණාංග වැඩි දියුණු වේ.ඒ අතරම, දියවීම අතර දුස්ස්රාවීතාවයේ වෙනස්කම් වැළැක්වීම සඳහා උණු කිරීම සම්පූර්ණයෙන්ම මිශ්ර වේ;දඟරයේ සෑම කුඩා සිදුරකටම උණු කිරීම ඒකාකාරව බෙදා හරිනු ලැබේ;ස්පින් පැක් ෆිල්ටරයේ භාවිත කාලය වැඩි වීමත් සමඟ, දැල් ඇසුරුම් පෙරහන ස්ථරයේ ඇති අපද්රව්ය වැඩි වන අතර එකලස් කිරීමේ පීඩනය ක්රමයෙන් වැඩි වේ.පීඩනය වැඩිවීමේ වේගය වේගවත් වන අතර, එකලස් කිරීමේ සේවා කාලය කෙටි වේ.එකලස් කිරීම යම් පීඩනයක් දක්වා ඉහළ යන විට, නියමිත වේලාවට එකලස් කිරීම ප්රතිස්ථාපනය කිරීම අවශ්ය වේ, එසේ නොමැතිනම්, මිනුම් පොම්පය තලා ඇත, නැතහොත් ස්පිනරට් විකෘති වී හෝ කාන්දු වීම සිදු වේ.
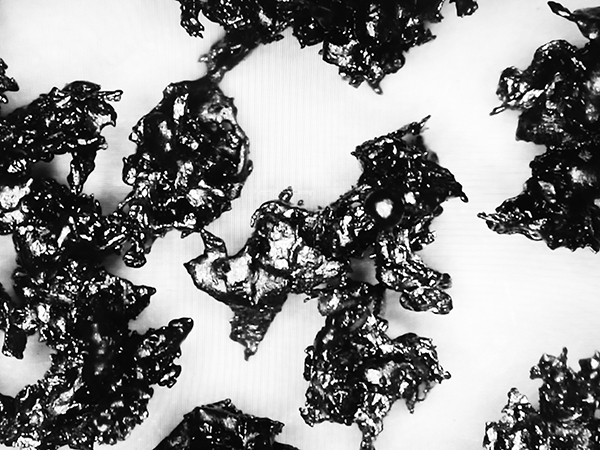
කෘත්රිම තන්තු කරකැවීම සඳහා සුදුසු පෙරහන් සංරචක තෝරාගැනීම ඉතා වැදගත් වන අතර පරමාදර්ශී අංශු පෙරහන මාධ්ය විශේෂයෙන් වැදගත් වේ.කැරකෙන සංවර්ධනයේ ක්රියාවලියේදී, එය කදිම ෂියර් පෙරහන් මාධ්යයක් සොයා ගැනීමේ ක්රියාවලිය ද වේ.බොහෝ දන්නා පෙරහන් ද්රව්ය අතර මුහුදු වැලි, ලෝහ රැවුල්, වීදුරු පබළු, සින්ටර් කරන ලද සිදුරු සහිත ලෝහ තහඩු සහ අක්රමවත් හැඩැති ලෝහ අංශු ඇතුළත් වේ.
මිළ අඩුවට අමතරව, පරමාදර්ශී පෙරහන මාධ්යයට දියවන පොලිමර් පෙරීමේදී ඇති වන පීඩනවලදී ඉහළ සිදුරු තිබිය යුතුය.ඉහළ සිදුරු පවත්වා ගැනීම සඳහා, බොහෝ උණුසුම් බහු අවයවක අංශුවල ඇඳක් ජෙල් සෑදීමේ ප්රවණතාවක් වන අතර එය එකතු වන අතර පෙරහන් මාධ්යවල පෙරීමේ කාර්යක්ෂමතාව අඩු කරයි.මේ අනුව, අංශු ලෝහ පෙරීමේ ද්රව්ය ජෙල් සෑදීමට උත්ප්රේරක හෝ වෙනත් ආකාරයකින් දායක නොවිය යුතුය.
මුහුදු වැලි ලබා ගැනීම සඳහා එය වඩා ලබා ගත හැකි නමුත්, එය අතිශයින් බිඳෙනසුලු වන අතර එහි ප්රතිඵලයක් ලෙස සියුම් අංශු වර්ධනය වීම දඟ පන්දු වල කේශනාලිකා වලට බාධා ඇති කරයි.මීට අමතරව, කිසියම් ඇසුරුම් පෙරහන පරිමාවක් සඳහා මුහුදු වැලිවල නිශ්චිත මතුපිට ප්රමාණය සැලකිය යුතු ලෙස අඩු වන අතර සිදුරු ප්රතිශතයේ අඩු ප්රතිශතයක් වන බැවින් ඇසුරුම් පීඩනය තියුනු ලෙස වැඩි විය යුතුය.නිශ්චිත තත්ත්වයන් යටතේ සකස් කරන ලද මල නොබැඳෙන ලෝහ කුඩු අතිශය අක්රමවත් මතුපිටක් පෙන්නුම් කරන අතර ඒ අනුව අඩු දෘශ්ය ඝනත්වය, එහි පෙරීමේ කාර්යක්ෂමතාව වැඩි කිරීමට නැඹුරු වේ;මෙහෙයුම් පීඩනය යටතේ, එය කුඩා හෝ අංශු විකෘති කිරීම් සහ කඩා වැටීම් නොමැතිව ප්රශස්ථ පෙරීමේ කාර්යක්ෂමතාව සඳහා සම්පීඩ්යතාවයට දෘශ්ය ඝනත්වය සහ ප්රතිරෝධය වැඩි දියුණු කරයි.

FUTAI මල නොබැඳෙන ලෝහ කුඩු තේරීම
FUTAI විසින් ආර්ථික පෙරීමේ මාධ්යයක් ලෙස කැරකෙන පොලියෙස්ටර් POY FDY සූත්රිකාව සඳහා F-01 අනුක්රමික මල නොබැඳෙන ලෝහ වැලි යෝජනා කරයි;නූල් ගුණාත්මකභාවය වැඩි දියුණු කිරීම සඳහා, FUTAI විසින් S-03, ඉහළ යාන්ත්රික ශක්තියක් සහ අඩු ඔක්සිකරණ සංවේදී වානේ කුඩු නිර්දේශ කරයි;ඉහළ ආරම්භක පීඩනය යෙදීම සඳහා, S-04 යනු සම්පීඩ්යතාවයට එහි වැඩි දියුණු කළ ප්රතිරෝධය සඳහා යෝග්ය තේරීමක් වන අතර, බහු අවයවීය දියවීමට සැලකිය යුතු ලෙස නිෂ්ක්රීය වේ, විශේෂයෙන් PA සූතිකා භ්රමණය යෙදීම සඳහා.
මල නොබැඳෙන වානේ කුඩු වර්ගය
| ටයිප් කරන්න | Fe(%) | Ni(%) | Cr(%) | Mn(%) | Si(%) | Mo(%) | C(%) | අයදුම්පත් |
| F-01 | බල්. | උපරිම.0.6 | 16-18 | උපරිම.1.0 | 1.0-4.0 | - | උපරිම.0.12 | ආර්ථික ලෝහ කුඩු |
| S-03 | බල්. | 6-12 | 16-22 | උපරිම.1.0 | 0.6-3.5 | උපරිම.3.0 | උපරිම.0.12 | සම්මත මාධ්ය |
| S-04 | බල්. | උපරිම.0.6 | 33-37 | උපරිම.1.0 | 2-4 | - | උපරිම.0.12 | උසස් මාධ්ය |
වාසි
1. ඉහළ යාන්ත්රික ශක්තිය.
2. සුපිරි සංයුක්ත ප්රතිරෝධය.
3. සුපිරි අක්රමිකතා.
4. ඉහළ porosity.
5. පොලිමර් දියවීමට සැලකිය යුතු ලෙස නිෂ්ක්රීය වේ.
6. ස්පින් ඇසුරුමේ දිගු ආයු කාලය.
7. වඩා හොඳ නූල් ගුණාත්මකභාවය.
පවතින දැල් ප්රමාණ සහ එහි භෞතික ගුණ
POY සහ FDY නූල් වැනි සූතිකා භ්රමණය සැකසීමේදී වඩාත් වැදගත් වන්නේ ප්රශස්ත පෙරීමේ බලපෑම ලබා ගැනීම සඳහා විවිධ කුඩු ප්රමාණ කිහිපයක් ඒකාබද්ධ කිරීමයි.FUTAI විසින් සියලුම සේවාදායකයින්ට මල නොබැඳෙන ලෝහ කුඩු පිළිබඳ අපගේ දැනුම සහ කෘතිම තන්තු කරකැවීම නිෂ්පාදනය පිළිබඳ පොහොසත් අත්දැකීම් මත පදනම්ව හොඳම දැල් ප්රමාණයන් ලබා දිය හැකිය, එවිට ගනුදෙනුකරුවන්ට ලෝහ වැලිවල ඇති වාසි පූර්ණ ලෙස භාවිතා කළ හැකිය. ස්පින් ඇසුරුමේ ආයු කාලය සහ සූතිකා නූල්වල හොඳ ගුණාත්මක භාවය ලබා ගැනීම.
ලෝහමය කුඩු සඳහා ISO 4497 ජාත්යන්තර ප්රමිතියට අනුව ලබා ගත හැකි ප්රමාණ ලැයිස්තුව මෙතැන් සිට ඇත.වෙනත් ඕනෑම ප්රමාණයක ඉල්ලීම මත නිෂ්පාදනය කළ හැක.
| ප්රමාණයමයික්රෝන | ප්රමාණයදැලක් | පෙනෙන ඝනත්වයg/cm3 | තට්ටු ඝනත්වයg/cm3 | පොරොසිට්y% |
| 850/2000 | 10/20 | 1.45 | 1.95 කි | 75 |
| 500/850 | 20/30 | 1.55 | 2.10 | 73 |
| 350/500 | 30/40 | 1.60 කි | 2.10 | 71 |
| 250/350 | 40/60 | 1.65 | 2.60 කි | 67 |
| 180/250 | 60/80 | 1.80 කි | 2.70 කි | 65 |
| 150/180 | 80/100 | 2.00 | 2.90 කි | 62 |
| 125/150 | 100/120 | 2.22 | 3.10 | 58 |
| 90/125 | 120/170 | 2.50 කි | 3.20 | 56 |